Автоматический подвесной монорельсовый конвейер
Предлагаемая конвейерная система представляет собой подвесной конвейер
Перечень конвейерного оборудования:
- Длина цепи 80 м
- Станция натяжения 1 шт
- Станция смазки 1 шт
- Типа конвейерного профиля проем вниз
- Номинальная скорость конвейера 1.5 м/мин
- Диапазон регулирования скорости 0.5-2 м/мин
- Средняя нагрузка на конвейер 60 кг/м
Зубчатые профили с комплектом переходных элементов Комплект на всю длину
В состав конвейера входят следующие элементы и устройства:
- станция привода мощностью электродвигателя 0,37кВт.

Привод конвейера

| Поз. № | Наименование |
| 4 | Направляющая шина направляющей цепи |
| 16 | Приводная цепь |
| 17 | Редукторный двигатель SK22-80 S/4 |
| 24 | Вкладыш подшипника UCF 206 |
| 40 | Индикатор скорости 381L |
| 44 | Соединительный диск 80x152 |
-станция смазки (автоматическая)
1) Съемная пробка;
2) Регулировочный винт. Регулирование количества масла и жидкости;
3) Прибор проверки давления воздуха;
4) Манометр 1-10 бар;
5) Соленоидный клапан 24 В или 220 В DC (пост.);
6) ø 6 мм воздушный шланг. Давление воздуха – макс 8 бар;
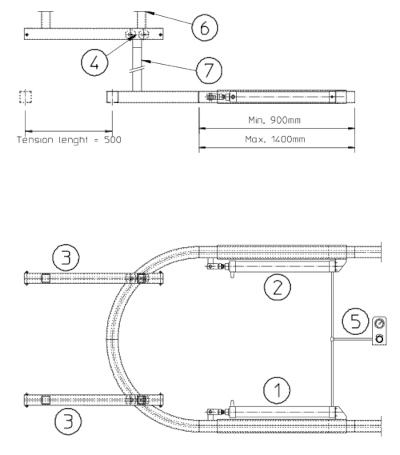
- станция натяжения
Пневматическая станция натяжения цепи позволяет легко и без проблем отрабатывать загрузку конвейера. Пневматические цилиндры компенсируют натяжение и ослабление цепи вызванное разной нагрузкой на конвейер, сохраняя постоянное натяжение цепи необходимое для работы конвейера.
1) H–образное приспособление для натяжения;
2) V–образное приспособление для натяжения;
3) Расширительный наконечник;
4) Шасси;
5) Регулятор давления в диапазоне 0–6 бар;
6) Подвеска для конструкции
7) Подвеска
- направляющие цепи конвейера с элементами для крепления к несущим конструкциям (колоннам, балкам)
- цепь конвейера (с диаметром подшипников 50 мм (поперечные и продольные ролики))
- система контроля и регулировка скорости 0.5-2 м/мин
- элементы управления, плавной регулировки, реверса(обратный ход)
- масло для станции смазки 1 литр.

- зубчатые гребенки и переходные элементы для удобства завешивания изделий по всей длине конвейера

В состав поставки не входят подвески, т.е. всякого рода крючки, рамки, и т.п., необходимые для подвески окрашиваемых изделий.
Конвейер представляет собой закольцованную направляющую (П-образной формы). Способ соединения элементов направляющих – сварка. Установка направляющих внутри печи, сушки осуществляется через переходную деталь (входящую в комплект поставки) к крыше на сварку. Установка конвейера вне агрегатов осуществляется на колонны (колонны устанавливаются на пол цеха анкерными разжимными болтами) через переходные детали на сварку.
Включение и выключение конвейера осуществляется с центрального пульта управления.
На центральном же пульте имеется табло, на котором в цифровом виде отображается фактически установленная скорость движения конвейера.
Защита от перегрузки осуществляется за счет фрикционной муфты приводного механизма, кроме того, при перегрузке по потребляемому току частотный преобразователь, через который происходит запитка силового электродвигателя привода, производит отключение и дальнейшую остановку конвейера.
Станция смазки включается с центрального пульта управления, подача масляно воздушной смеси осуществляется на форсунки, установленные с 3-х сторон направляющей цепи конвейера. Масло, применяемое для смазки, высокотемпературное синтетического типа Castrol Tribol 1430 или Viskogen23kl, или другое, аналогичное по характеристикам.

Станция натяжения цепи, установленная на конвейере, представляет собой свободно перемещающуюся дугу конвейера, которая с помощью двух пневмоцилиндров при работе конвейера находится в подпружинном состоянии, тем самым осуществляется компенсация удлинения цепи конвейера за счет температурных расширений. Сжатый воздух, необходимый для запитки пневмоцилиндров Р= 3-6 бар, регулировка осуществляется с помощью редуктора, все эти элементы входят в состав поставки.