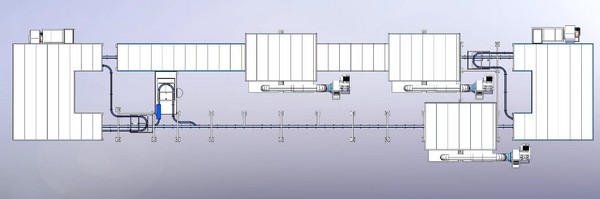
Автоматическая линия для нанесения жидких ЛКМ

Параметры проекта/процесс:
1. Максимальный размер заготовки: Д3500×Ш1500×В1600 мм, максимальный вес одной детали на рельс 5 тонн.
2. Скорость цепного конвейера: V=7 м/мин (регулируется от 5 до 8 м/мин), автоматический ход 4 минуты; расчетная производственная мощность составляет 110 ~ 120 штук за 8 часов.
3. Способ нагрева: косвенный нагрев на природном газе (установленная мощность нагрева 200 000 ккал, 2 комплекта)
4. Основные параметры силовой цепи для тяжелого режима работы;
Максимальная несущая способность отдельной колесной пары составляет 1000 кг.
Каждая несущая балка оснащена 6 отдельными колесными парами с максимальным предельным весом 5000 кг.
Вся линия оснащена 16 комплектами направляющих (каждый комплект рельсов содержит 6 отдельных комплектов колес + 1 несущая балка).
Количество стопоров, сконфигурированных для всей линии: 20 наборов (конвейером можно управляться вручную, чтобы остановить изделие в правильном положении)
5. Общая площадь линии: длина 52 500 м x ширина 12 000 м
6. Процесс:
(1) Загрузка (пустой рельс без питания автоматически останавливается и ждет, а после завершения загрузки ручная кнопка включает конвейер);
(2) Распыление грунтовки (деталь останавливается и ожидает снаружи покрасочной камеры и автоматически останавливается после того, как ее вручную выпускают в покрасочную камеру, а кнопка старт используется после завершения грунтовки)
(3) Сушка (40 градусов при 12 мин, автоматическое накопление, автоматическое высвобождение)
(4) Распылительная краска (две покрасочные камеры; одна станция ожидания между двумя камерами; деталь останавливается и ожидает вне покрасочной камеры, автоматически останавливается после ручного запуска в покрасочную камеру, а кнопка старт используется для запуска конвейера после покраски)
(5) Выравнивание (RT @ 6 мин, автоматически накапливается вне печи для покраски и автоматически входит в печь, когда в печи есть место)
(6) Высыхание краски (60-70 С при 16 мин, части, которые достигли времени высыхания, автоматически освобождаются, а части, которые автоматически ожидают вне печи, автоматически перемещаются в печь, когда есть свободное место)

